- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


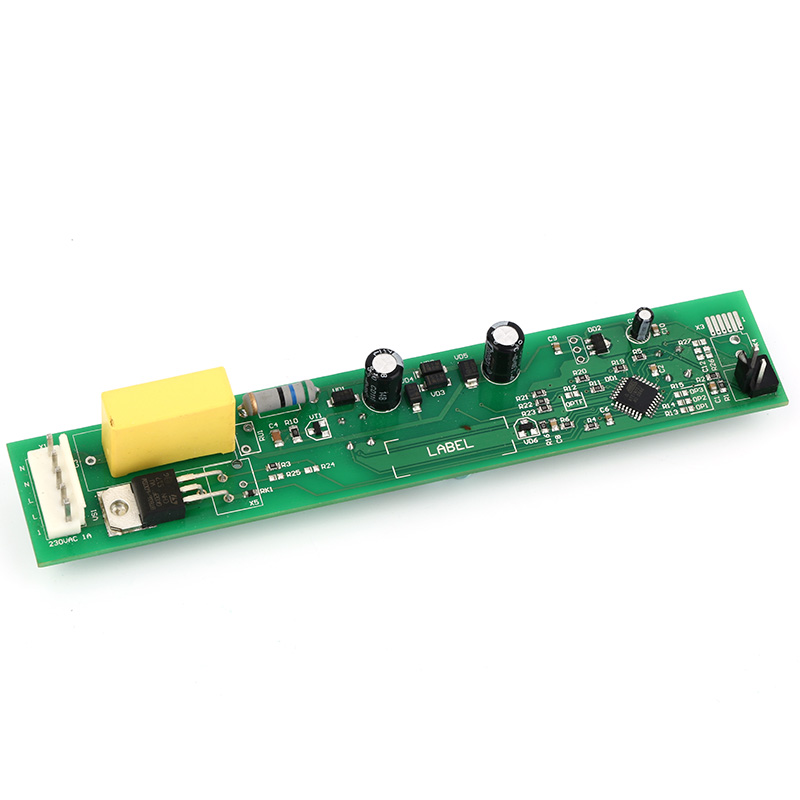
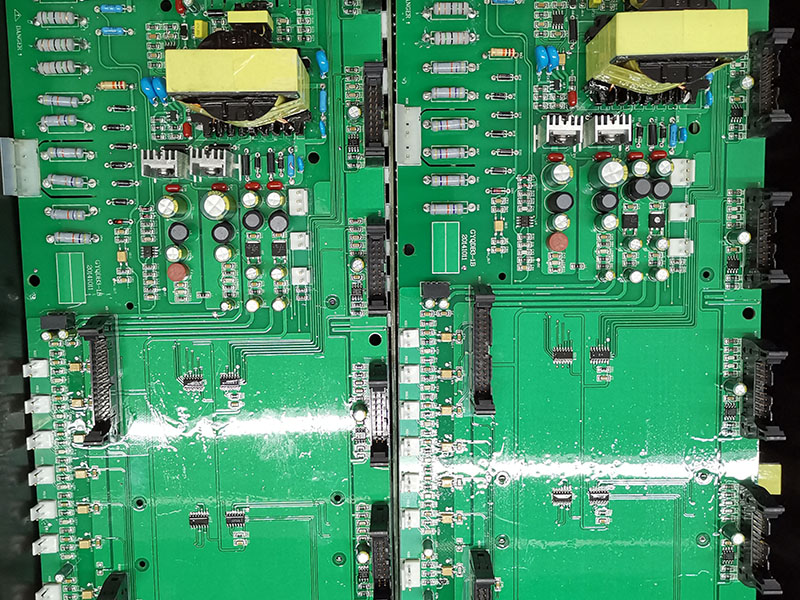
vaskemaskine PCBA
Unixplore Electronics er en kinesisk virksomhed, der har fokuseret på at skabe og producere førsteklasses vaskemaskine PCBA siden 2008. Vi har certificeringer til ISO9001:2015 og IPC-610E PCB montagestandarder.
Model:UE-205
Send forespørgsel
Produkt beskrivelse
Hvordan man bruger rød lim udførelse, når under monteringsprocessen af vaskemaskine PCBA
Unixplore Electronics har været engageret i udvikling og fremstilling af høj kvalitetvaskemaskine PCBA i form af OEM og ODM type siden 2011.
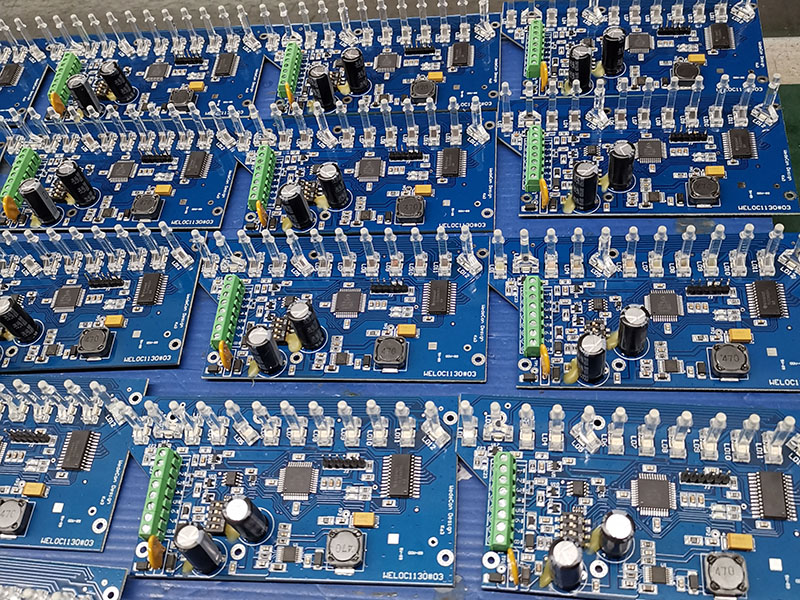
Ved montering af vaskemaskine PCBA bruges rød lim til at hjælpe med at fikse og beskytte komponenter, hvilket forbedrer printkortets pålidelighed og holdbarhed. Følgende er de generelle trin til brug af rød lim:
Forberedelse:Forbered den nødvendige røde lim og værktøj, og sørg for, at arbejdsfladen er ren og ryddelig.
Bestem ansøgningsplacering:Baseret på vaskemaskinens PCBA-design og komponenternes placering og tilslutningskrav bestemmes de steder, hvor rød lim skal påføres.
Påføring af rød lim:Brug passende værktøjer (såsom en sprøjte eller håndapplikator), påfør eller prik den røde lim jævnt på de områder på printkortet, der skal repareres. Sørg for, at den røde lim dækker det område, der skal beskyttes, men påfør ikke for meget for at undgå at påvirke den normale forbindelse af komponenter.
Hærdende rød lim:I henhold til hærdningskravene for den røde lim (normalt i en temperaturstyret ovn eller ved UV-hærdning), placeres vaskemaskinens PCBA i et passende miljø for at hærde den røde lim. Sørg for, at hærdetiden og temperaturen opfylder producentens anbefalinger fra den røde lim.
Oprydning:Når den røde lim er helt hærdet, skal du omhyggeligt rense for overskydende rød lim, så du sikrer, at det ikke påvirker den normale drift af vaskemaskinens PCBA. Specifikke rengøringsmidler eller værktøj kan bruges til rengøring.
Inspektion og prøvning:Vaskemaskinens PCBA fastgjort med rød lim bør inspiceres og testes for at sikre korrekte komponentforbindelser, uhindret kredsløb i vaskemaskinen, og at påføring af rød lim ikke påvirker printpladens ydeevne.
Ved korrekt brug af rød lim kan komponenterne på vaskemaskinens PCBA effektivt fikseres og beskyttes, hvilket forbedrer pladens pålidelighed og stabilitet. Sikkerhedsforanstaltninger og overholdelse af krav til hærdning af rød lim skal overholdes under drift for at sikre monteringskvaliteten og pålideligheden af vaskemaskinens PCBA.
vaskemaskine PCBA Fremstilling
* Gerber-fil og stykliste leveret af klienten
* Bare PCB produceret, komponenter købt af os
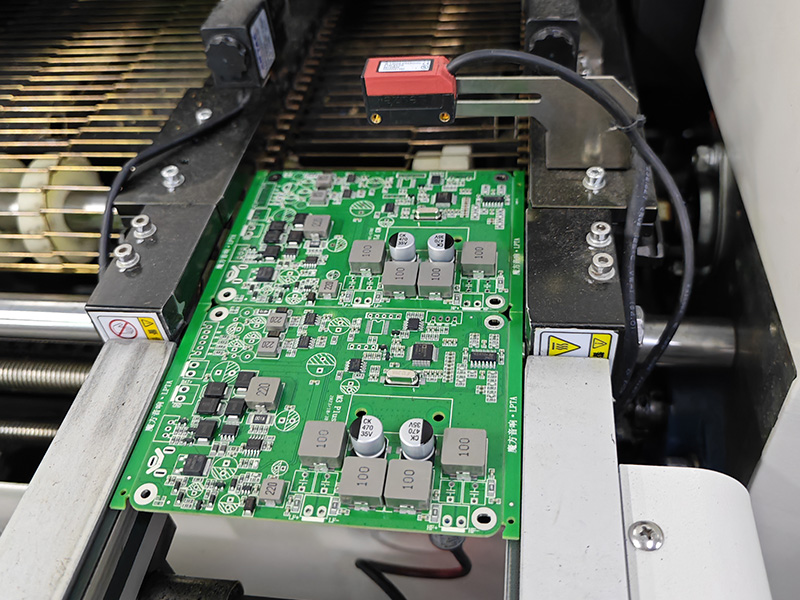
* PCB-fremstilling med dele fuldt samlet
* 100 % funktionelt testet OK før forsendelse
* RoHS-kompatibel, blyfri fremstillingsproces
* Hurtig levering, med uafhængig ESD-pakke
* One-stop elektronisk fremstillingsservice til PCB design, PCB layout, PCB fremstilling, komponent indkøb, PCB SMT og DIP montage, IC programmering, funktion test, emballering og levering
* Bare PCB produceret, komponenter købt af os
* PCB-fremstilling med dele fuldt samlet
* 100 % funktionelt testet OK før forsendelse
* RoHS-kompatibel, blyfri fremstillingsproces
* Hurtig levering, med uafhængig ESD-pakke
* One-stop elektronisk fremstillingsservice til PCB design, PCB layout, PCB fremstilling, komponent indkøb, PCB SMT og DIP montage, IC programmering, funktion test, emballering og levering
Unixplore PCB & PCB Assembly Mulighed
| Parameter | Evne |
| Lag | 1-40 lag |
| Samlingstype | Gennemgående hul (THT), overflademontering (SMT), blandet (THT+SMT) |
| Minimum komponentstørrelse | 0201(01005 Metrisk) |
| Maksimal komponentstørrelse | 2,0 tommer x 2,0 tommer x 0,4 tommer (50 mm x 50 mm x 10 mm) |
| Komponentpakketyper | BGA, FBGA, QFN, QFP, VQFN, SOIC, SOP, SSOP, TSSOP, PLCC, DIP, SIP osv. |
| Minimum Pad Pitch | 0,5 mm (20 mil) for QFP, QFN, 0,8 mm (32 mil) for BGA |
| Minimum sporbredde | 0,10 mm (4 mil) |
| Minimum spor clearance | 0,10 mm (4 mil) |
| Minimum borstørrelse | 0,15 mm (6 mil) |
| Maksimal bordstørrelse | 18 tommer x 24 tommer (457 mm x 610 mm) |
| Bordtykkelse | 0,0078 tommer (0,2 mm) til 0,236 tommer (6 mm) |
| Bordmateriale | CEM-3, FR-2, FR-4, High-Tg, HDI, Aluminium, High Frequency, FPC, Rigid-Flex, Rogers osv. |
| Overfladefinish | OSP, HASL, Flash Gold, ENIG, Gold Finger osv. |
| Loddepasta type | Blyholdig eller blyfri |
| Kobber tykkelse | 0,5 OZ – 5 OZ |
| Monteringsproces | Reflow Lodning, Bølgelodning, Manuel Lodning |
| Inspektionsmetoder | Automatiseret optisk inspektion (AOI), røntgen, visuel inspektion |
| Testmetoder internt | Funktionstest, sondetest, ældningstest, høj- og lavtemperaturtest |
| Ekspeditionstid | Prøveudtagning: 24 timer til 7 dage, masseløb: 10 - 30 dage |
| PCB Monteringsstandarder | ISO9001:2015; ROHS, UL 94V0, IPC-610E klasse ll |
Unixplore Value-Added EMS Service
● IC-forprogrammeringstjeneste med fil i formatetHEX,ELFogBEHOLDER.
● vaskemaskine PCBA funktionelt testarmatur tilpasset efter kundens testkrav
● Æskebygningsservice inklusive plast- og metalkasseform og -deleproduktion
● Konform belægning inklusive selektiv lakbelægning, epoxyharpiksindstøbning
● Ledningsnet og kabelsamling
● Færdig produktsamling inklusive æske, skærm, membranafbryder, mærkning og tilpasset karton- eller detailbokspakning.
● Forskellige tredjepartstests for PCBA er tilgængelige efter anmodning
● Produktcertificeringsassistance
● vaskemaskine PCBA funktionelt testarmatur tilpasset efter kundens testkrav
● Æskebygningsservice inklusive plast- og metalkasseform og -deleproduktion
● Konform belægning inklusive selektiv lakbelægning, epoxyharpiksindstøbning
● Ledningsnet og kabelsamling
● Færdig produktsamling inklusive æske, skærm, membranafbryder, mærkning og tilpasset karton- eller detailbokspakning.
● Forskellige tredjepartstests for PCBA er tilgængelige efter anmodning
● Produktcertificeringsassistance
PCBA-produktionsprocedure
-

1.Automatisk loddepasta print
-
2.loddepasta udskrivning udført
-

3.SMT pick and place
-
4.SMT valg og sted udført
-
5.klar til reflow lodning
-
6.reflow lodning udført
-
7.klar til AOI
-

8.AOI inspektionsproces
-

9.THT komponent placering
-

10.bølgeloddeproces
-
11.THT montage udført
-

12.AOI Inspektion for THT montage
-

13.IC programmering
-
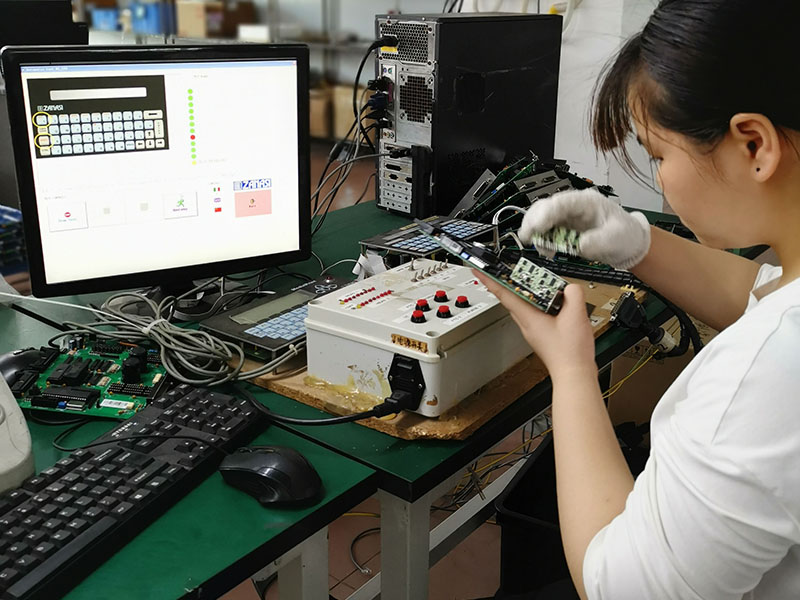
14.funktionstest
-
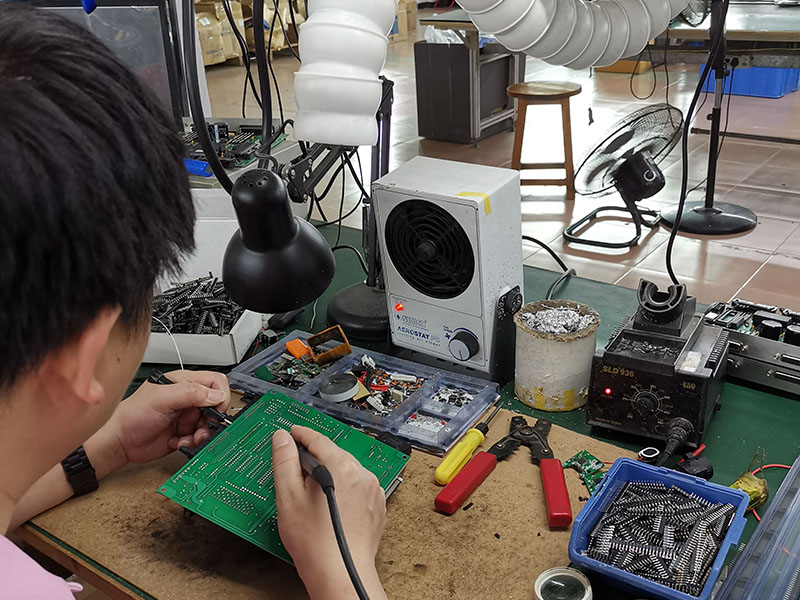
15.QC-tjek og reparation
-
16.PCBA konform belægningsproces
-

17.ESD pakning
-

18.Klar til forsendelse
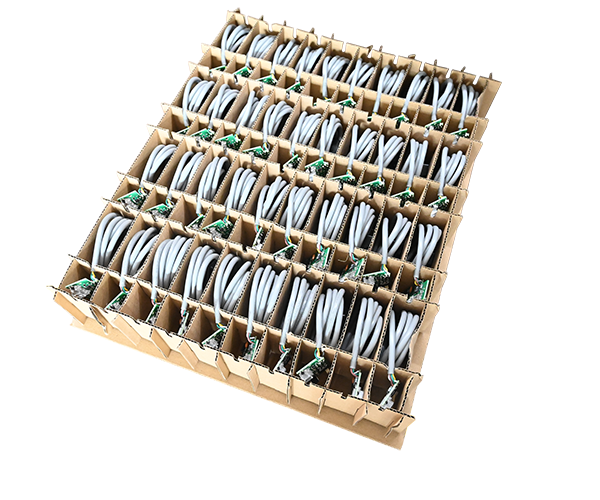
Emballage
Til PCBA

For færdigt produkt


Hot Tags: vaskemaskine PCBA, Kina, Producenter, Leverandører, Fabrik, Tilpasset, Billig, Kvalitet, Avanceret, CE, 1 Års Garanti, Pris
Relateret kategori
Hvidevarer PCBA
Industriel kontrol PCBA
Automobil PCBA
Forbrugerelektronik PCBA
Medicinsk udstyr PCBA
Sikkerhedssystem PCBA
Healthcare PCBA
LED belysning PCBA
IoT PCBA
Elektrisk haveværktøj PCBA
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.